Trước khi gắn kết vải sợi và cao su, phải chú ý một số vấn đề sau để mức kết dính của sợi và cao su sau đó đạt được tốt. Đó là tránh nhiễm bẩn bề mặt cao su hoặc vải sợi, giảm thiểu sự di trú tới bề mặt của bất kỳ thành phần nào trong cao su, tránh bẫy khí, các chất bay hơi trong hỗn hợp cao su và phải loại bỏ hoàn toàn ẩm được giữ lại trong sợi. Trong những quy trình gắn kết vải sợi và cao su, cán tráng là quy trình thông dụng nhất.
Hình bên dưới minh họa một máy cán 3 trục đơn giản.
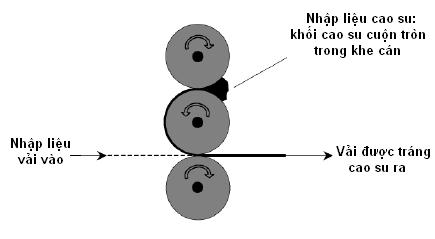
Hỗn hợp cao su được gia nhiệt để đạt được độ dẻo thích hợp trước khi được cho vào khe cán trên, tạo nên một vòng cao su phẳng cuộn quanh trục. Vải sợi được cho vào khe dưới, khe này ép vải sợi tiếp xúc chặt với tấm cao su đang chạy. Vải sợi cotton và nhân tạo, đôi khi là vải sợi nylon, cần được sấy khô trước khi đi vào khe cán. Điều này đạt được bằng cách cho vải sợi đi qua các hộp hoặc trục gia nhiệt, ở nhiệt độ khoảng 100-110oC. Trong quá trình này, cần chú ý giữ bề mặt trong của hộp sạch hoàn toàn, để tránh nhiễm bẩn vải sợi, hộp không bị hư hỏng. Ngoài ra, vải sợi phải tiếp xúc đều với bề mặt gia nhiệt, nếu nó có các vết lồi lõm, sự gia nhiệt và co rút khác nhau có thể xảy ra dẫn tới sự gấp nếp và ép nát vải sợi trong khe máy cán tráng.
Có hai kiểu cán tráng được thực hiện, là “frictioning” và “topping”. Trong “frictioning”, trục giữa chạy ở một vận tốc bề mặt nhanh hơn các trục trên và dưới. Điều này làm cho sự tích tụ nhiệt cao hơn trong vòng cuộn cao su làm cho lớp cao su chạy xung quanh trục phẳng hơn, mềm hơn và mỏng hơn. Khi cao su và vải sợi gặp nhau ở trục dưới, sự khác biệt vận tốc giữa trục giữa – cao su và trục dưới – vải sợi ép cao su vào vải, xuyên vào trong cấu trúc dệt, thậm chí vào trong cấu trúc sợi. Đối với “topping”, tất cả trục của máy cán tráng chạy ở cùng một vận tốc bề mặt, vì vậy tấm cao su được cho vào vải sợi ở cùng một vận tốc và dưới áp lực của khe cán, cao su ép lên cấu trúc vải nhưng không xuyên vào cấu trúc sợi. Với vải sợi cotton cần ma sát ở cả hai mặt, để đảm bảo sự kết dính đủ trong vật liệu tổng hợp cuối cùng, nhưng thường với vải sợi tổng hợp, ma sát ở một mặt đủ tạo nên tác động xuyên qua sợi của cao su, chỉ cần thực hiện “topping” ở mặt còn lại.
Thông thường, ta cần bao phủ hỗn hợp cao su lên cả hai bề mặt của vải sợi. Dĩ nhiên, điều này đòi hỏi vải sợi đi qua máy cán tráng 3 trục hai lần, hai máy này được sắp xếp trước sau. Máy cán sau yêu cầu một mạng dây đỡ cho vải sợi để cho bề mặt ngược lại của nó vào máy cán tráng thứ hai. Với máy cán tráng bốn trục hiện đại, cả hai bề mặt của vải sợi có thể được phủ trong một lần cán.
Tham khảo từ tài liệu The Application of Textiles in Rubber, David B. Wootton, iSmithers Rapra Publishing, 2001, trang 118 - 120
(vtp-vlab-caosuviet)